«подойдёт практически всем странам»: какими достоинствами обладает новый российский вертолёт ка-62
Содержание:
- Подробнее об электрической схеме
- Покупка нового карбюратора
- Описание
- Модификации
- Настройка токарно-винторезного станка 1К62
- Настройка механизма главного движения токарно-винторезного станка 1К62
- Настройка механизма подач токарно-винторезного станка 1К62
- Настройка приклона (гитары) токарно-винторезного станка 1К62
- Настройка станка для нарезания торцовых резьб (спираль Архимеда)
- Настройка станка для нарезания резьб при прямом включении ходового винта
- Настройка токарного станка 1к62 для нарезания резьб
- Ремонт карбюратора
- Основные разновидности и расшифровка модификаций
- Катастрофы, боевая эксплуатация и потери
- История
- Проверка настройки
- Кинематическая схема токарно-винторезного станка 1К62
- Промывка карбюратора
- Как отрегулировать карбюратор К-62 на мотоциклах «Минск» и ИЖ?
- Из военных в гражданские
- Силовая установка
- Пусковое устройство
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.

Покупка нового карбюратора
При покупке ремкомплекта на карбюратор К-62 следует обратить внимание, чтоб отверстия были без дефектов, и жиклеры желательно сразу подобрать либо заменить. Часто бывает несовпадение указаний и реальных размеров отверстий, особенно если жиклер сделан в Китае
Карбюратор К-62 вполне может работать с жиклером от марки К-55, они устанавливаются на мотоциклах «Восход», как показывает практика, на двигатель он особо не влияет, но при аккуратной езде возможен более экономичный расход топлива и меньший перегрев двигателя.
При установке карбюратора на новые мотоциклы может понадобится переходник, вполне подойдет даже машинный, нужно заглушить лишнее отверстие, его хорошо видно на фото внизу.

Но следует учесть размеры посадочных мест еще в магазине, желательно взять карбюратор с собой для примера, потому что стандарты могут отличаться, и нам придется возвращаться обратно.
Описание
В отличие от других «камовских» машин Ка-62 имеет аэродинамическую схему с одним несущим четырёхлопастным винтом и двенадцатилопастным рулевым винтом, помещённым в кольцевой канал на хвостовом оперении вертолёта. Размещение таким образом рулевого винта значительно повышает эффективность его использования и увеличивает экономичность силовой установки.

ka-62 — схема
Интегральная схема фюзеляжа с обводами, уменьшающими сопротивление, также позволяет экономить топливо и большую роль в этом играют композитные материалы, составляющие 60% корпуса, что значительно улучшает весовые характеристики вертолёта.
Недавно подписанный контракт с французской фирмой Turbomeca позволяет оснащать Ка-62 высокоэкономичными двигателями Ardiden 3G с цифровой аппаратурой FADEC, снижающей пилотам практически всю нагрузку по слежению за работой двигателей. Кроме FADEC, экипажу помогают следить за воздушной обстановкой системы GPS и ГЛОНАСС (совместимых с европейской Galileo), входящих в бортовой комплекс навигации.
Конструкция фюзеляжа делится на следующие отсеки: пилотская кабина, отсек для пассажиров и груза, отдел хвостового оперения и хвостовая балка. Стеклянная кабина пилотов защищена органическим птицестойким триплексом и имеет два рабочих места, причём командир может размещаться как на левом сидении, так и на правом, компоновка авионики позволяет осуществлять управление с любого места.
В грузопассажирском отсеке возможно разместить до 14 кресел, посадка и высадка пассажиров осуществляется через широкие боковые двери с обеих сторон, которые сдвигаются в сторону хвостового оперения. Общая нагрузка Ка-62 составляет 2,7 тонны груза, размещение которого возможно внутри грузопассажирской кабины, также и на внешней подвеске.

пассажирский отсек
Оптимальная грузоподъёмность и просторная пассажирская кабина дают потенциальную возможность использования вертолёта в целях воздушного наблюдения и поиска, успешного проведения спасательных операций, применять машину как «воздушный кран» и т.п.
Небольшая грузоподъёмность Ка-62 выбрана не случайно, исследования показали, что Ми-8 мог брать груза 4 тонны, а на 80% выполнял перевозки с загрузкой не более 2,1 тонны и это отрицательно сказывалось на экономической эксплуатации вертолёта.
Машину оснастили современным шасси, разработка такого узла выполнена по принципу комбинированных агрегатов, что значительно облегчает их дальнейшее обслуживание. Шасси Ка-62 позволяет выдерживать посадку с большой вертикальной скоростью и предоставляет возможность выполнять полёты с корабельной палубы.
Модификации
Различные версии карбюратора К-62 использовались на двухтактных двигателях мотоциклов Минского и Ижевского мотоциклетных заводов, на лодочных моторах серии «Нептун», мотороллерах «Тулица». Поскольку условия работы и объём двигателей этих машин разные, то у каждого карбюратора был разные диаметры диффузора и жиклеров для подачи топлива, что отражалось в индексе модели:
- К-62 с диффузором 30 мм применялся на ИЖ «Юпитер 4».
- К-62Б с диффузором 32 мм применялся на ИЖ «Планета 4».
- К-62В с диффузором 26 мм применялся на «Восход 3».
- К-62Г с диффузором 26 мм применялся на мотороллерах «Тулица».
- К-62Д с диффузором 28 мм применялся на ИЖ «Юпитер 3».
- К-62Е с диффузором 30 мм применялся на Серпуховских мотоколясках.
- К-62П с диффузором 32 мм применялся на ИЖ «Планета 3».
- К-62Л с диффузором 26 мм применялся на лодочном моторе «Нептун 23».
- К-62М с диффузором 32 мм применялся на ИЖ ПС.
- К-62С с диффузором 26 мм применялся на мотоцикле «Минск 3.115».
Настройка токарно-винторезного станка 1К62
Настройка механизма главного движения токарно-винторезного станка 1К62

Настройка скорости вращения шпинделя станка 1к62 (табл.18)

Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка механизма подач токарно-винторезного станка 1К62
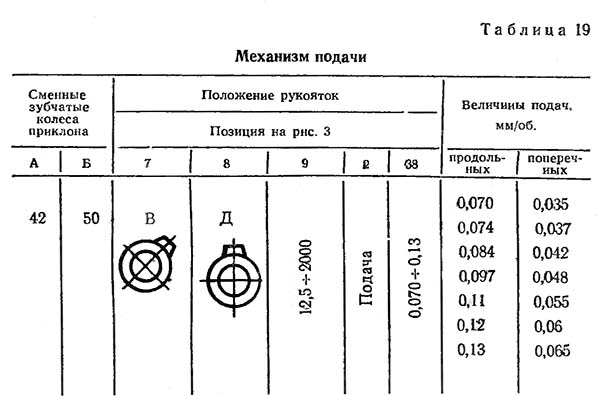
Настройка механизма подач токарного станка 1к62 (табл.19)

Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка приклона (гитары) токарно-винторезного станка 1К62
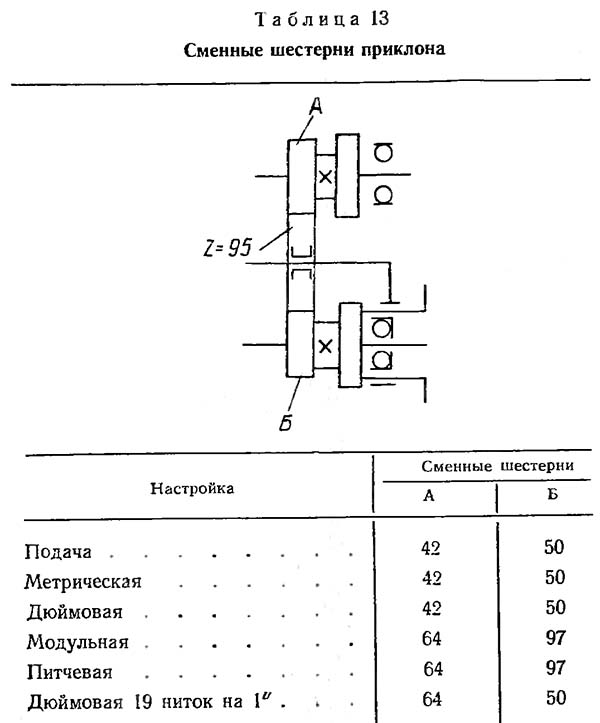
Стандартный набор сменных шестерен 1к62 (табл.13)
При отправке с завода на станке 1К62 устанавливаются сменные зубчатые колеса с числом зубьев z =42 (А), z =95 (В), z = 50 (Б).
Комбинация сменных зубчатых колес (А/В)·(В/Б) = (42/95)·(95/50) = (42/50) = 0,84 обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в таблице станка.
Настройка станка для нарезания торцовых резьб (спираль Архимеда)
Спираль Архимеда – это особый вид спирали с постоянным расстоянием между витками. Благодаря этому свойству она широко распространена при проектировании катушек и пружин.
Настройка станка для нарезания торцовых резьб (табл.14)
Настройка необходимого числа оборотов шпинделя, величины подачи указана в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 13.
Данные для настройки станка для нарезания торцовых резьб даны в табл. 14.
Формулы настройки приклона для нарезания торцовых резьб:
где:
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных зубчатых колес (А/В)·(Г/Б);
iп.б — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф. — передаточное отношение фартука;
tх.в — шаг ходового винта;
где шестерни конуса 26; 28; 32; 36; 40; 44; 48; звено множителя 1; 2; 4; 8.
tнар = 3/8;
iсм = А/Б = 46/58;
(46·64·72·54·1) / (58·185·28·4) = 9,52459 мм
Ошибка на шаге равна 0,00041 мм.
tнар = 7/16;
iсм = А/Б = 46/58;
(46·64·72·54·1)/(58·185·48·2) = 11,112022 мм
Ошибка на шаге равна 0,000478 мм.
Настройка станка для нарезания резьб при прямом включении ходового винта
При прямом включении ходового винта движение передается от выходного колеса «Б» гитары напрямую на ходовой винт станка. Переключение осуществляется рукояткой 1 (Рис.3).
Таким образом, исключаются зубчатые передачи коробки подач, что увеличивает точность нарезаемой резьбы. Вид резьбы и ее шаг определяется исключительно комбинацией сменных колес гитары.
Настройка станка для нарезания торцовых резьб (табл.15)
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
Формула настройки на модульные резьбы:
(А/В)·(Г/Б) = (π·m·z)/12
Формула настройки на метрические резьбы:
(А/В)·(Г/Б) = (tнар·z)/12
Формула настройки на питчевые резьбы:
(А/В)·(Г/Б) = (127·π·z)/(60·Р)
Формула настройки на дюймовые резьбы:
(А/В)·(Г/Б) = (127)/(60·Р)
где
m — модуль, мм;
z — число заходов резьбы;
tнар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
Настройка токарного станка 1к62 для нарезания резьб

Настройка станка для нарезания резьб (табл.20)

Настройка станка для нарезания резьб (табл.20)
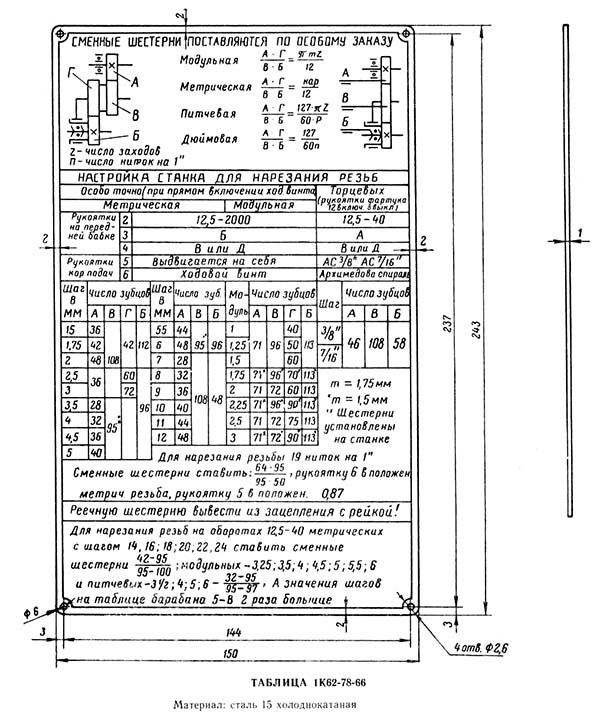
Табличка укрепленная на станке токарного станка 1к62

Табличка для рукоятки 1 токарного станка 1к62
Механика токарно-винторезного станка 1К62
Данные для настройки шага нарезаемой резьбы приведены в таблице 20.
Сменные шестерни для нарезания различных типов резьб, не (приведенных в таблице 20), через механизм коробки подач подбираются по формулам:
Питчевые резьбы:
iсм = (64/97) ·Р1/Р
где:
iсм — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
t1 — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
m1 — модуль по таблице, мм;
n — нарезаемое число ниток на дюйм;
n1 — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
P1 — шаг в питчах по таблице.
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 (см. рис. 18) с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки 7 (см.рис. 3) установить в положение «Механическое отключение при делении на многозаходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на -четырехзаходную — на 15 и т. д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Ремонт карбюратора
При длительной эксплуатации мотоцикла можно столкнуться с переливанием карбюратора (подтеканием из дренажного отверстия). В первую очередь, рекомендуется проверить уровень топлива в карбюраторе и герметичное прилегание запорной иглы. Подгибанием кронштейнов запорной иглы в нужную сторону регулируем уровень топлива (расстояние от плоскости середины поплавков до края корпуса карбюратора 13±1,5 мм). Конусный конец запорной иглы сделан из резины. Если она прохудилась, рекомендуется ее заменить новой иглой из ремкомплекта. Бывает и такое, что поплавки из-за усталости материала начинают пропускать в себя бензин. Лечится также заменой.

Поплавки
Засорение топливных жиклеров случается из-за некачественного топлива или при попадании грязи из воздуха через фильтр. Для очистки бензина помимо сеточки в топливном кране, нужно дополнительно врезать топливный фильтр в бензошланг. Воздушный фильтр должен герметично соединяться с карбюратором. При этом нельзя изменять его конструкцию, а уж тем более ставить так называемый нулевик.
Фильтрующий элемент должен строго соответствовать пропускной способности, рекомендуемой заводом изготовителем мотоцикла. Для очистки жиклеров ни в коем случае нельзя применять иголки или проволоку. Достаточно промыть их в бензине и продуть сжатым воздухом.
Какой карбюратор лучше поставить на Планету 5 вместо родного
При желании на мотоциклы Иж планета-5 можно установить импортные японские карбюраторы Микуни с диаметрами диффузоров 30 и 32 мм. Естественно, нужно подобрать жиклеры, рекомендуемые заводом изготовителем. На Планете-5 пропускная способность главного топливного жиклера соответствует 270 мл/мин, топливного жиклера корректора 255 мл/мин.
Также необходимо будет подобрать переходник для соединения фланца карбюратора с цилиндром. Можно заказать переходник у токаря либо подобрать от других моделей мотоциклов. Впускное окно диффузора на Микуни широкое, поэтому резиновый патрубок для соединения с воздушным фильтром тоже надо будет подбирать.
Диаметры диффузора и впускного отверстия цилиндра должны быть одинаковыми и не иметь ступенек, препятствующих попаданию смеси в камеру сгорания.

Вот так выглядит установленный карбюратор Микуни на мотоцикл Иж Планета-5.
Все вышесказанное касается и установки китайского карбюратора PZ 30 на мотоцикл Иж Планета-5. Его особенностью является наличие версии с ускорительным насосом, который способствует обогащению смеси на высоких оборотах двигателя. Но чтобы им воспользоваться, нужен дополнительный трос, который будет работать в паре с ручкой газа мотоцикла.
При незначительной доработке, фланец карбюратора хорошо подходит по креплениям к патрубку цилиндра. Важный момент, между патрубком и фланцем нужно установить резиновую или текстолитовую прокладку, чтобы при работе двигателя не грелся карбюратор.

Вот так выглядит установленный карбюратор PZ30 на мотоцикл Иж Планета-5.
Импортные карбюраторы хороши тем, что в них отсутствует привычный нам подсос. Чтобы завести мотоцикл, не нужно заливать картер бензином, достаточно просто открыть корректор-обогатитель. Еще на этих карбюраторах вместо дренажного отверстия установлены обычные сливные отверстия, на которые надеты шланги, которые можно вывести в любое удобное место. Например, под двигатель мотоцикла, чтобы в случае перелива карбюратора ничего не испачкать.
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Катастрофы, боевая эксплуатация и потери
За время эксплуатации Ми-8 с вертолетами этого типа произошло несколько сотен инцидентов, приведших к гибели людей.
Машины этого типа стоят на вооружении в нескольких десятках стран мира, в том числе в России. До настоящего времени в ходе эксплуатации этих вертолетов в Вооруженных силах РФ, МВД и других российских силовых ведомствах в зонах боевых действий от огня противника было потеряно 46 единиц Ми-8 разных модификаций, из них в ходе первой чеченской кампании (1994-1996) – 17 единиц, в ходе второй чеченской кампании (1999-2009) – 27 единиц. В результате инцидентов погибли не менее 109 военнослужащих или находившихся на борту гражданских лиц. Во время операции по “принуждению к миру” Грузии в 2008 году боевых потерь Ми-8 не было. Один Ми-8АМТШ был потерян 24 ноября 2015 года в ходе операции ВС РФ в Сирии, еще одна машина этой модификации была сбита в сирийской провинции Идлиб 1 августа 2016 года.
История
Вертолет В-8 первоначально создавался специалистами опытно-конструкторского бюро (ОКБ) Государственного авиационного завода №329 (ныне – ОКБ Московского вертолетного завода им. М. Л. Миля) в рамках проекта модернизации многоцелевого вертолета Ми-4, разработанного в начале 1950-х годов. Усовершенствованную машину планировалось оснастить газотурбинным двигателем вместо поршневого, улучшить эргономику и повысить грузоподъемность. Однако объем изменений, вносившихся коллективом разработчиков под руководством Михаила Миля, оказался весьма обширен. Вскоре стало ясно, что необходимо полностью переработать конструкцию Ми-4, которая повторяла компоновку уже устаревшего на тот момент американского вертолета Sikorsky S-55 Chickasaw.
Получившийся прототип В-8 принципиально отличался от “модернизируемой” машины: силовая установка была перенесена из носовой части в пространство над салоном, кабина пилотов оснащена панорамным остеклением, вместо четырехопорного установлено трехопорное шасси. 9 июля 1961 года в воздух поднялся первый опытный экземпляр В-8 с одним турбовинтовым двигателем АИ-24В и четырехлопастным винтом. 2 августа 1962 года прототип В-8А с двумя двигателями ТВ2-117 и пятилопастным винтом впервые оторвал от земли летчик испытатель Николай Лёшин, а 17 сентября того же года машина совершила первый полноценный полет. Серийное производство Ми-8 стартовало в марте 1965 года на авиазаводе №387 в Казани, в 1970 года к выпуску вертолета приступил завод в Улан-Удэ.
Проверка настройки
После выставления минимальных оборотов холостого хода можно проверить как настроен карбюратор К-62. Для этого резко увеличивают и опускают обороты путем открывания и закрытия заслонки. Правильно отрегулированный карбюратор должен резко реагировать на изменение положения рукоятки газа. Если наблюдаются провалы в работе или двигатель глохнет, то требуются корректировки настройки.

Первым способом корректировки является затяжка или отпускание винта качества на одну четверть или на половину оборота. В случае проблем с набором газа винт заворачивают. В случае наличия сбоев в работе двигателя при сбросе газа – винт отворачивают. Если этот способ не помогает, то необходимо провести повторную регулировку карбюратора с самого начала.
Мы рассмотрели устройство карбюратора К-62, основные моменты, касающиеся его регулировки. Надеемся, что эта информация была вам полезна.
Кинематическая схема токарно-винторезного станка 1К62

Кинематическая схема токарно-винторезного станка 1к62

Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:

Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:

Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Промывка карбюратора
Жиклеры карбюратора К-62 смотрятся на свет, в случае засорения чистить можно и спичкой, но неметаллической проволокой. Промывать нужно специальным раствором все отверстия и крышку поплавковой камеры.
Существует специальный баллончик с тонкой насадкой, ним лучше всего чистить карбюратор. Делается неполная разборка, оставляются жиклеры, и смесью обеспечивается моментальная очистка и продувка всех каналов.
Нужно промыть и хорошо протереть верхнюю и нижнюю крышку. Сильно загрязненные карбюраторы можно промыть в керосине, после чего продуть компрессором и баллончиком окончательно очистить элемент.
Как отрегулировать карбюратор К-62 на мотоциклах «Минск» и ИЖ?
Что нужно знать? Регулировку карбюратора проводят на прогретом до рабочей температуры двигателе. Карбюратор К-62С имеет два винта (один винт перекрывает канал – винт качества, второй винт регулирует положение заслонки – винт заслонки) при помощи которых регулируются обороты холостого хода и игла, отвечающая за качество смеси. При подъеме иглы смесь обогащается, при опускании – обедняется. Качество смеси легко определить по нагару на свече зажигания.

Перед прогревом двигателя винтом заслонки выставляют зазор между опущенной вниз заслонкой и насадкой в пределах 2-2,5 мм. Сама заслонка должна легко перемещаться по направляющим – без заеданий и без люфта. На верхней части корпуса имеется второй регулировочный винт – винт качества. Этот винт перекрывает канал, который обеспечивает дополнительную подачу воздуха при всех режимах работы, в том числе и при закрытом дросселе. При опускании винта канал перекрывается и смесь обогащается. Сечение этого канала оказывает основное влияние на работу двигателя на холостом ходу. При других режимах работы сечение канала влияет на работу двигателя, но незначительно.
Перед началом регулировки карбюратора К-62 на «Минске» необходимо закрутить винт качества до упора, а затем отпустить его на один оборот. После этого необходимо пустить и прогреть двигатель. Затем необходимо найти соответствующее минимальным устойчивым оборотам положение дроссельной заслонки (при помощи винта заслонки). Затем начинают обеднять смесь, путем выкручивания винта качества. Винт необходимо выкручивать до появления перебоев в работе двигателя. Затем следует закрутить винт качества до режима устойчивой работы мотора. Таким образом выставляется стабильный состав смеси для данных минимальных оборотах холостого хода.
Поскольку обороты холостого хода будут явно высокими, поэтому вращением винта заслонки опускают обороты. Моментом прекращения опускания заслонки станут перебои в работе мотора. После этого повторяется регулировка сечения канала с помощью винта качества. Такие операции иногда приходится повторять несколько раз.
Регулировка карбюратора К-62 на ИЖ «Планета» не отличается от регулировки на «Минске». Единственным отличием является необходимость снятия защитного кожуха с карбюратора.
Из военных в гражданские
История Ка-62 начинается в 1980-е годы, когда стало понятно, что сверхуспешный Ми-8 с его грузоподъемностью в 4 тонны нерентабельно использовать при перевозке меньших грузов. До этого с подобными задачами справлялся Ми-4, который к концу 1980-х годов устарел, и после его повсеместного списания ниша грузоперевозок массой около 2 тонн оставалась пустой. Тогда ОКБ Камова приступает к разработке нового армейского вертолета под маркировкой В-60.
Военные поставили задачу широко: кроме транспортировки грузов и людей новая машина должна быть адаптируема под нужды разведки, а также выполнять боевые функции. Первый макет будущего вертолета был создан в 1989 году. Для увеличения скорости полета ОКБ Камова впервые отказалось от традиционной для них соосной схемы. Рулевой винт был выполнен в закрытом виде типа «финестрон». Машина получила название Ка-60. Разведывательная модификация была одобрена военными под названием Ка-60Р, также разрабатывалась палубная версия Ка-60К.

Ка-60 на авиасалоне МАКС-2001
Однако с приходом 1990-х финансирование проекта прекратилось, и разработки пришлось остановить. Часть разведывательно-боевых функций Ка-60 конструкторы отдают новой модели − ударному разведчику Ка-52. Чтобы охватить более широкий спектр рынка, принимается решение на основе военной модели сделать многоцелевой гражданский вертолет Ка-62. Его полноразмерный макет был показан на одном из первых авиакосмических салонов в Москве, но денег на дальнейшее развитие проекта не хватило.
Силовая установка
Санкции последних лет не повлияли на сотрудничество по выпуску КА-62. Двигателями новой машины являются французские силовые установки Ardiden 3G мощностью 1680 л. с. Хотя ранее конструкторы планировали устанавливать в качестве двигателей КА-62 отечественные турбо-вальные двигатели РД-600. Почему выбор пал именно на зарубежные варианты? Всё дело в системе FADEC, которой оснащаются Ardiden 3G. Она позволяет облегчить жизнь пилота, снизив нагрузку на него, и обеспечить лучшую топливную экономичность. Двигатели Ardiden 3G не требуют размещения вспомогательной силовой установки, экономя значительное пространство в задней части фюзеляжа.
Трансмиссия и ударопрочная топливная система КА-62 поставляются из-за рубежа, а, точнее, из Австрии (). Остальные детали и узлы российского происхождения, в том числе и стеклянная кабина, разработанная г. Санкт-Петербург. Особенно стоит отметить, пятилопастный несущий винт, значительно снижающий шум и вибрацию.
Пусковое устройство
Почти все версии карбюратора К-62 оснащались пусковым устройством. Оно имело тросовый привод от поворотного рычажка на руле мотоцикла. Дополнительно для запуска при температурах ниже минус 15 градусов имеется кнопочный утопитель поплавков
С его помощью достигается дополнительное обогащение смеси, что очень важно при пуске холодных двухтактных двигателей. Такое устройство не ставилось на карбюраторы лодочных моторов

Для предотвращения заливки картера мотора топливом и попадания его в жидком виде в цилиндры в поплавковой камере имеется дренажный канал.
Для ограничения оборотов в период обкатки мотоцикла в карбюраторе используется ограничитель хода заслонки. После обкатки он удаляется. Посадочный фланец карбюратора К-62 идентичен предыдущим моделям, что позволяет устанавливать его вместо старых моделей без переделок.

